





















【期刊论文】基于MBD的三维工艺在机匣产品制造中的应用研究
基于MBD的三维工艺在机匣产品制造中的应用研究*
骆 强1,熊吉健2
(1.武汉开目信息技术股份有限公司,武汉 430000;
2.中国航发成都发动机有限公司,成都 610503)
[摘要] 航空发动机机匣产品的结构复杂、制造精度高,产品加工难度很大。为了提高航空发动机机匣产品的工艺设计效率和质量,分析了机匣零件三维工艺设计需要解决的问题,研究了三维工艺设计的方法,并构建了机匣零件三维工艺设计技术路线。通过某机匣产品验证了三维工艺技术的可行性,为三维工艺在航空发动机的应用推广打下了坚实的基础。
关键词: 机匣工艺;MBD;三维工艺;特征识别;知识推理;工序模型
航空发动机机匣产品的结构复杂、制造精度高,产品加工难度很大。目前企业工艺人员在进行工艺设计时主要还是通过经验在大脑中形成,缺少对三维CAD模型的有效利用与支持,计算机对工艺性分析以及对加工工艺规划的辅助支持比较欠缺,工艺的可行性很大程度取决于工艺人员的个人经验,另外为了进行CAM 设计,工艺人员需要将每道工序的三维模型设计出来,导致工艺设计对工艺人员的要求非常高,并且工作量巨大。因此发展和应用智能三维工艺技术是航空发动机机匣产品工艺设计的迫切需求。
1 机匣产品对三维工艺技术的需求
1.1 三维工艺国内外发展现状及主要存在问题
美国是最早应用三维数字化技术的国家。基于模型的定义(Model based definition,MBD),是美国机械工程师协会及波音公司等经过10 多年的基础研究,并在波音787 飞机上正式全面推行的新一代产品定义方法。在基于 MBD 技术的产品设计中,用一个集成的三维数字化实体模型完整地表达产品信息,即将制造信息和设计信息(三维尺寸标注及各种制造信息和产品结构信息)共同定义到产品的三维数字化模型中[1]。随着三维数字化设计软件技术和计算机技术的进步,特别是产品采用 MBD 设计后,为制造工艺系统全面采用三维数字化工艺设计提供了数据和技术保障[2]。
国内部分企业逐步应用三维数字化工艺技术,如枭龙飞机和ARJ21 飞机机头的制造过程中,结合数字化制造技术的发展方向进行了部分三维工艺规划的试点应用[3]。
但是目前国内外发展三维数字化工艺设计技术仍然存在一些问题,首先是三维工序模型构建效率不高,虽然已有一些辅助手段进行工序模型构建,如通过同步建模手段按照逆向加工工艺流程的过程依次建立三维工序模型[4],或者基于UG/WAVE 的产品参数化建模[5]等技术手段能够提高工序模型的设计,但是工序模型的自动生成技术目前仍未普遍应用,如何自动生成三维工序模型已经成为三维机加工艺设计中的瓶颈问题[6];其次是没有基于已积累的工艺知识和经验进行辅助的工艺设计与规划,导致工艺设计效率低且标准化程度不高。
1.2 机匣零件特点及加工工艺分析
航空发动机是飞机的“心脏”,也是一个国家加工制造技术的重要体现[7]。机匣作为航空发动机上最关键、最重要的部件之一,是支撑转子和固定静子的重要部件,分布于航空发动机风扇、压气机、燃烧室、涡轮以及排气系统等部件[8–9]。机匣零件一般为回转体结构,并通过配置不同的特征(比如凸台、型腔、槽、孔等)来达到不同部位的使用性能。受工作环境的影响,不同部位的机匣采用不同的加工材料[10]。
航空发动机机匣零件是航空发动机加工制造的重点也是难点之一,不同的材料、不同的特征以及不同的形位公差要求都需要采用与之匹配的加工工艺,并且需要有相当的工程实践经验后才能熟练应用,由于不同技术人员工程经验的差异造成现有机匣加工工艺稳定性、成熟性和可靠性不高。
为了适应数字化生产条件下的机匣加工工艺需求,需要利用数字化手段,总结、集成并整合各种类型、各种特征的加工经验,形成可直接调用的机匣加工工艺知识库,通过数字化的手段确保机匣加工工艺的稳定性、成熟性和可靠性。
1.3 机匣零件三维数字化工艺技术需求
针对机匣产品的特点以及工艺设计现状,现有模式存在以下3 点需求。
(1)更好地继承和利用机匣的三维设计模型。虽然工艺人员能够接收设计人员建立的机匣零件三维模型,但模型及模型上的PMI 标注信息却不能为工艺系统直接使用,如果仅仅作为查看,而不能辅助工艺人员进行工艺分析和决策,模型及标注本身的价值则大大降低。
(2)更好地利用企业已积累的大量机匣零件工艺知识和经验。企业制订有各种规范和标准,但是这些知识、经验、规范和标准均独立在系统之外,工艺人员需要去查找、挑选。使用符合要求的规范和标准也对工艺人员的设计经验和知识提出要求。即使找到合适的资料,工艺人员还需要复制粘贴到工艺系统中才能复用。缺乏知识的积累和复用体系来保证,企业的工艺知识又非常容易流失,导致某些设计质量问题在生产过程中反复出现,引起质量波动。
(3)实现机匣零件三维工序模型快速构建。目前的设计模式下,需要工艺人员利用3D CAD 建立机匣零件的每道工序的三维工序模型,再将工序模型投影成工艺简图,不仅大幅度增加了工艺人员的工作量,而且也使得工艺人员无法将关注力集中在工艺本身。而当模型发生变化时,或者工艺需要调整时,重建工序模型也使得工艺更改的工作量增加。
(4)实现机匣零件工艺三维可视化呈现。企业目前采用工艺卡片的呈现形式,文字加简图的表达方式缺乏加工过程的直观、可视的表达。
2 机匣产品三维工艺研究
2.1 机匣产品三维数字化工艺设计流程
三维数字化工艺设计首先利用特征提取和识别技术分析零件MBD 模型,得到以特征为单位的几何、工艺信息。然后,通过工艺推理和决策模块获得所提取特征,识别加工需要的设备和工艺参数信息。在此基础上,通过人机交互编排工艺过程确定每道工序加工内容,再构建零件毛坯模型,然后基于每道工序加工内容正向从毛坯到零件自动创建每道工序的三维工序模型,最后推理每道工序的设备及刀具等加工参数,从而形成零件的加工工艺过程。数字化工艺设计软件技术路线如图1所示。
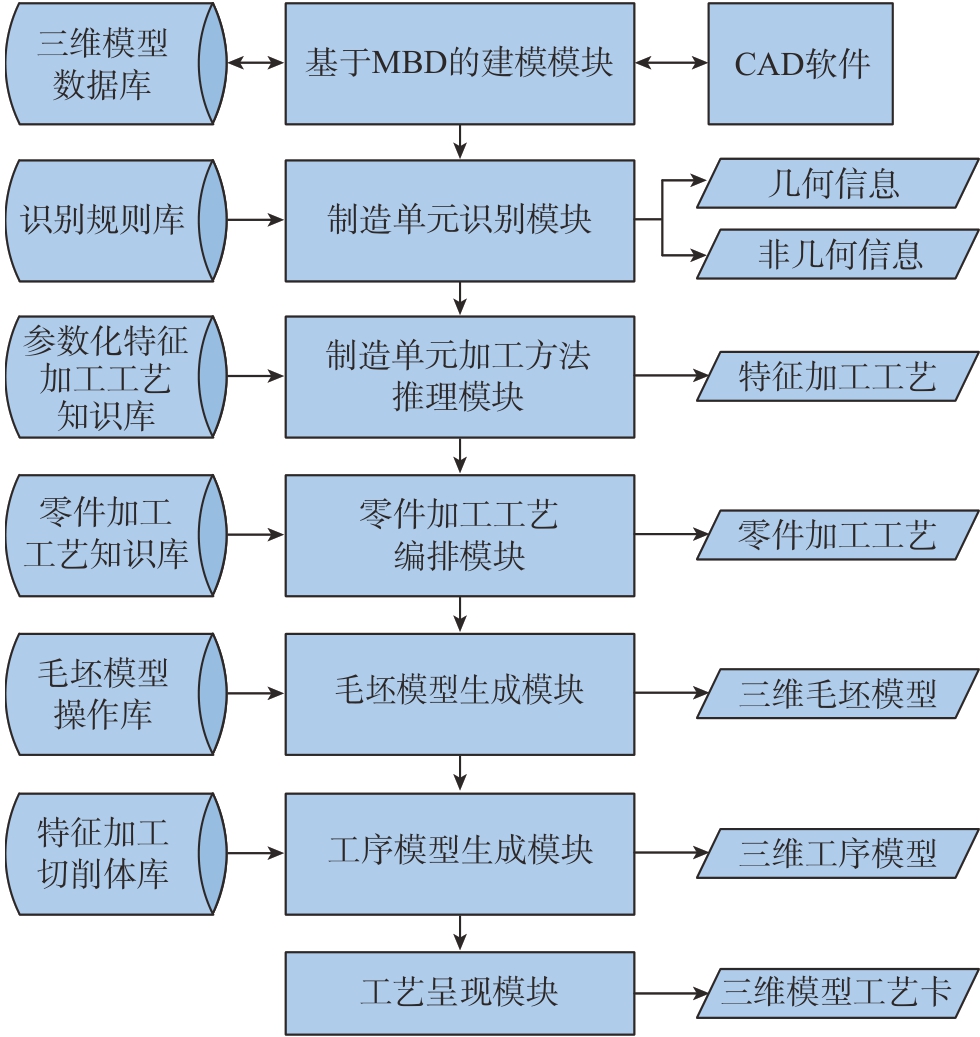
图1 三维数字化工艺设计技术路线
Fig.1 Technical route of 3D digital process desig
2.2 机匣零件特征识别技术
通过特征识别技术可以对机匣零件的MBD 模型进行特征识别以及信息提取,形成加工特征并提取特征的几何信息以及非几何信息。特征识别技术基于三维模型的几何信息以及几何拓扑关系进行重新融合并形成加工特征,再通过标注的关联体转换和匹配,得到特征的制造信息。
机匣零件特征主要分为回转面系、锥底槽、侧壁、孔系、平面、环槽等类型特征,按照加工方法进行定义,如图2 所示。
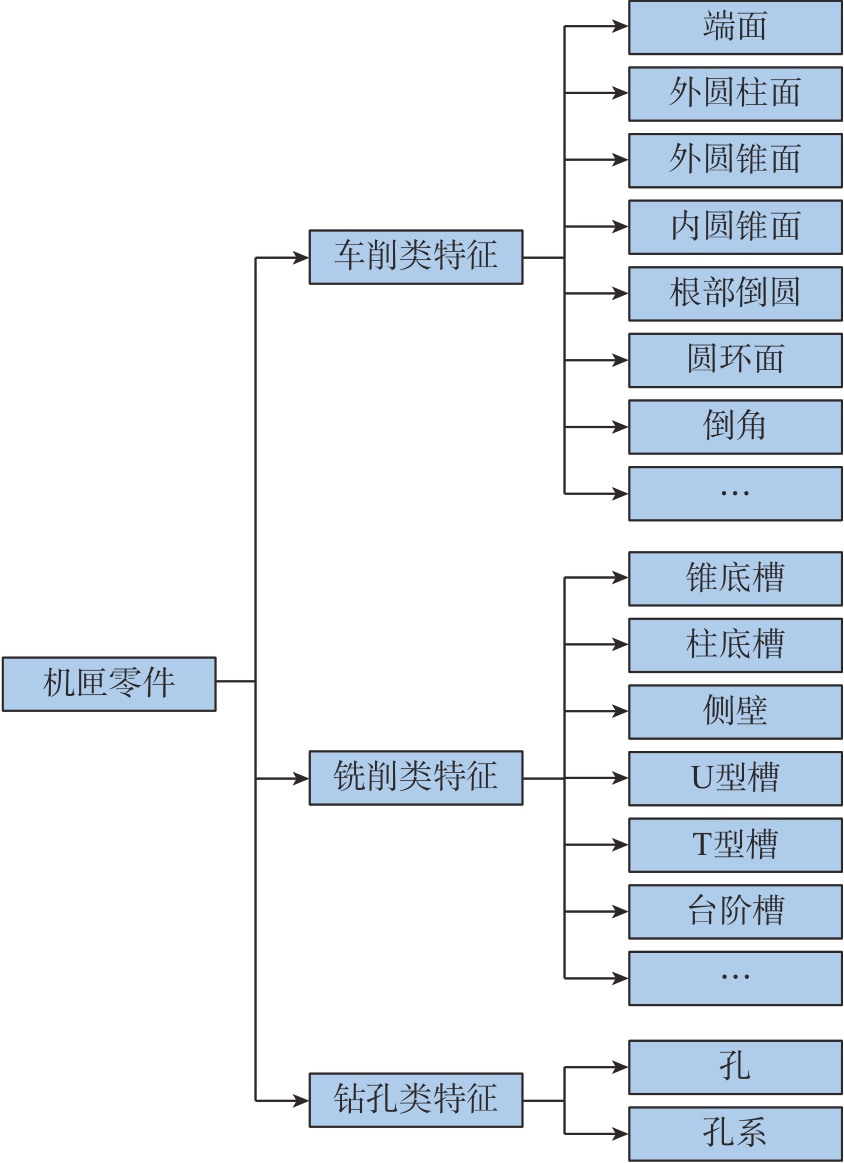
图2 机匣零件特征分类
Fig.2 Feature classification of casing parts
在加工特征几何信息识别中,根据几何体素的拓扑关系,将一个或多个几何体素信息合成加工特征;基于三维模型上的PMI 进行提取,获取产品制造信息,即非几何信息,包括尺寸标注、粗糙度标注、几何精度标注和文本标注等。特征识别结果如图3 所示。
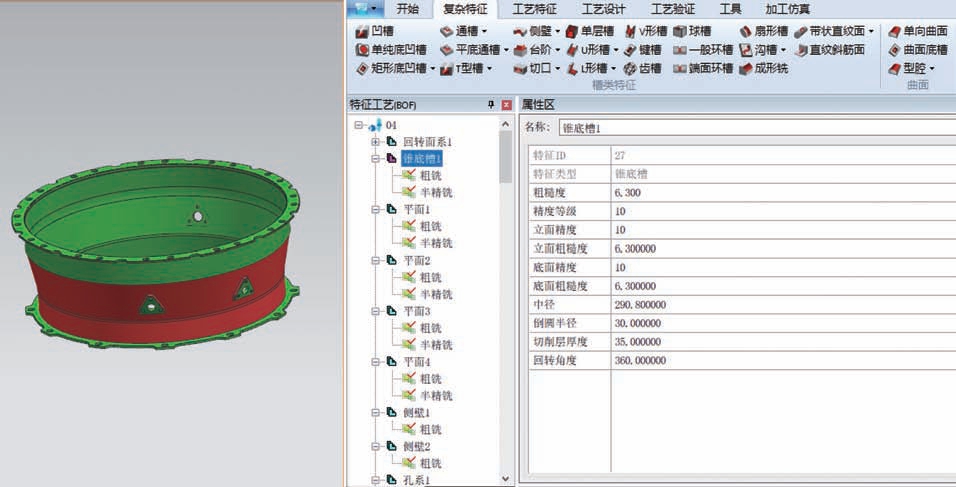
图3 锥底槽特征识别
Fig.3 Cone bottom groove feature recognition
2.3 基于知识的工艺推理技术
针对机匣类型零件,定义一套加工知识库,基于识别的特征的几何信息与制造信息进行加工方法推理,推理出特征的加工步骤以及余量。如机匣中的锥底槽特征经过知识库的推理得出的加工步骤为“粗铣—半精铣”,且粗铣的底面与立面的余量为0.5 mm,如图4所示。
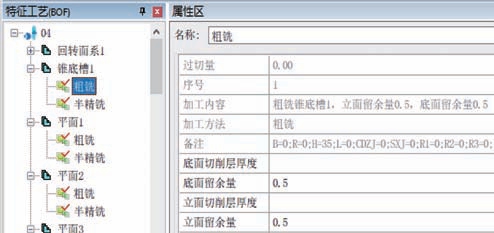
图4 锥底槽加工方法推理
Fig.4 Reasoning of processing method of tapered bottom groove
机匣零件工艺知识库包括加工工艺知识库、通用工艺知识库。加工工艺知识库,主要分为工艺资源、工艺方法、工艺推理逻辑流程三大类。其中工艺资源为工艺基础数据,包括材料库、刀具库、设备库、切削参数库等;工艺方法包括机加工工艺方法、加工余量、热处理规范等;工艺推理逻辑流程用于对特征加工方法以及机匣零件工艺路线推理的逻辑判断。通用工艺知识库,包括典型机匣零件的工艺实例,将典型机匣零件的工艺实例以结构化数据进行录入,供相似零件进行工艺复用,提高工艺设计效率与工艺质量。机匣零件工艺知识库框架如图5 所示。
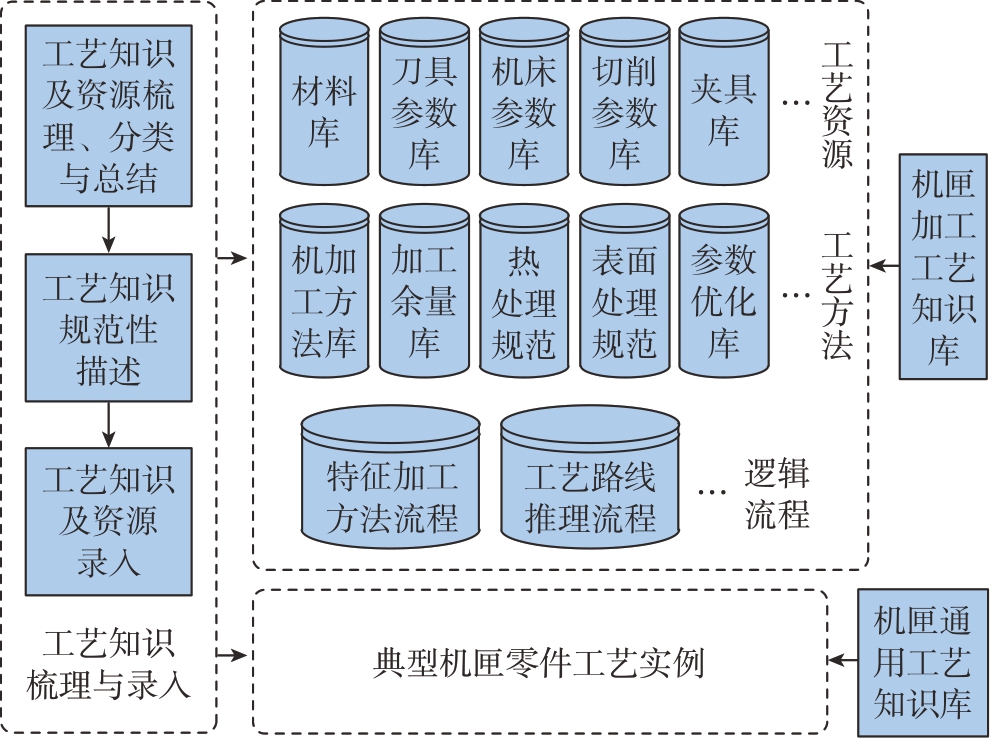
图5 机匣零件工艺知识库框架
Fig.5 Process knowledge base framework of casing parts
构建一个参数化工艺设计平台来使用工艺知识库中的加工方法推理逻辑流程,通过采用参数过程图技术实现特征工艺知识的表达、定义、解释和输出。定义参数过程图是工艺知识表达和应用的核心模块,其核心功能主要包括参数定义、流程定义、流程解释等功能,如图6 所示。
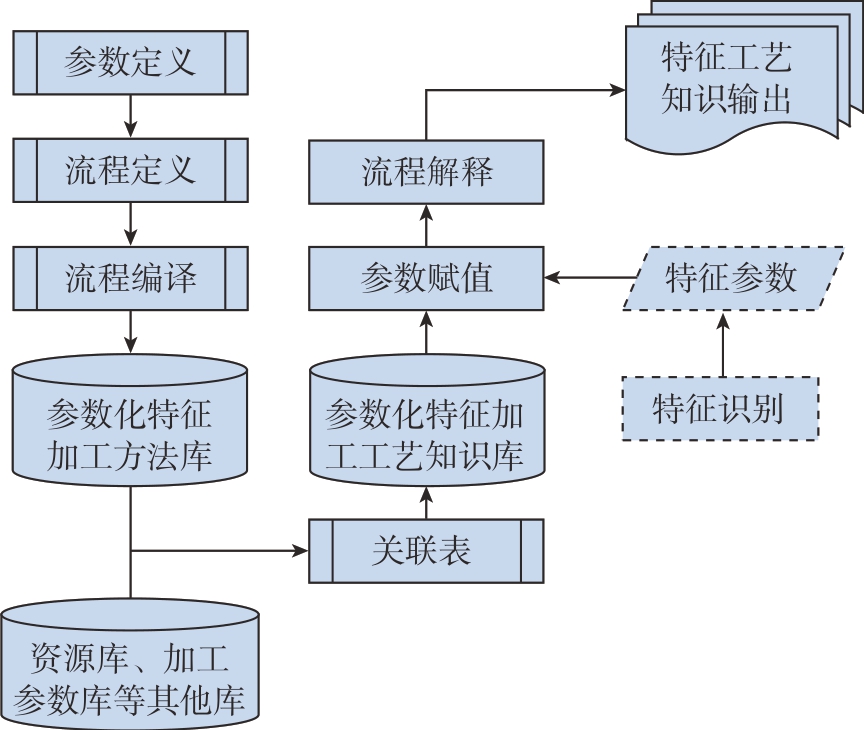
图6 参数过程图知识定义与应用过程示意图
Fig.6 Schematic diagram of knowledge definition and application process of parameter process diagram
把工艺知识用可视化的流程图的方式表达。流程定义包括流程图的绘制、流程图中图元的属性确定等工作。简化的加工方法推理流程判定逻辑如图7所示。
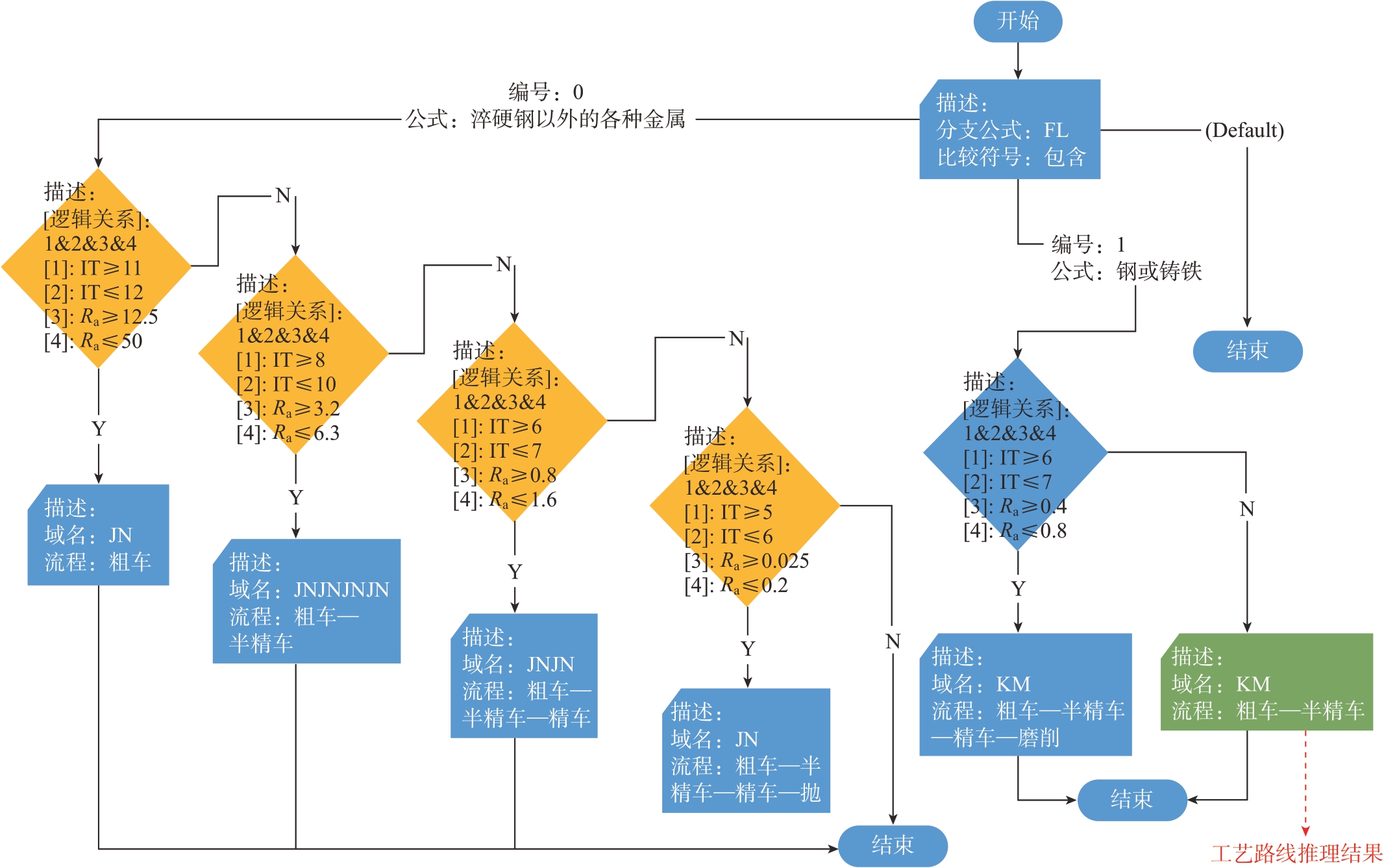
图7 特征加工方法推理流程定义
Fig.7 Definition of reasoning process of feature processing method
输入工艺参数,通过解释工具对工艺知识进行推理判断,生成符合条件的工艺过程和工艺内容。输入的变量取值不同,影响决策判断的条件,导致知识推理的过程可能会发生变化。
2.4 自动生成工序模型技术
首先自动生成机匣零件的毛坯。在定义毛坯时,自动计算机匣零件的轮廓线,根据零件的轮廓线做偏移自动产生毛坯的轮廓线,轮廓线的每一段可以进行偏移、删除或者连接等编辑操作,保存后产生图8 中的黄色线的毛坯轮廓线图。根据毛坯轮廓线进行旋扫可自动产生机匣零件的毛坯模型。
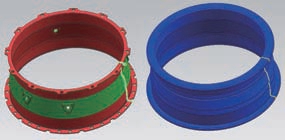
图8 机匣零件毛坯轮廓线
Fig.8 Rough outline of casing parts
以毛坯模型为基础,实际的加工工艺路线做参考,根据特征识别技术提取到的特征几何数据产生特征的切削体,可以按实际加工顺序正向自动生成中间工序模型。生成工序模型如图9 所示。
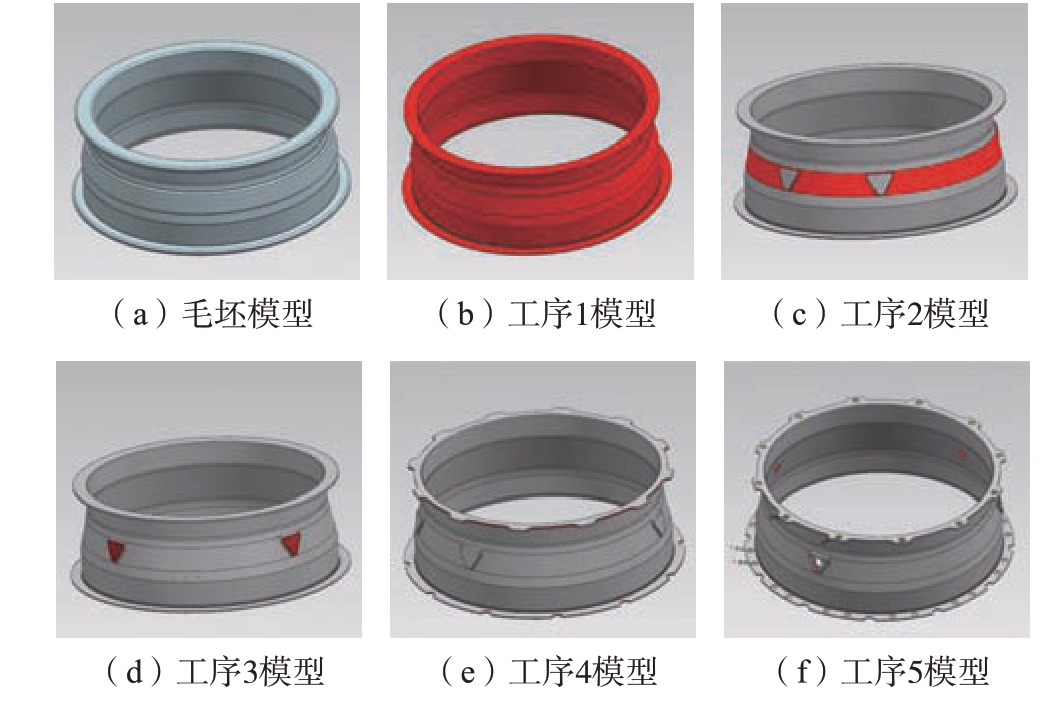
图9 机匣零件工序模型图
Fig.9 3D Process model of casing parts
2.5 三维工艺呈现技术
随着三维CAD、可视化技术在制造业企业的推广应用,工艺设计手段也逐步地从二维工艺向三维工艺进行转变,因此许多企业也逐步应用了3D PDF(图10),将三维模型输出至3D PDF 格式的工艺卡片中,使用三维模型替代原有二维工程图。
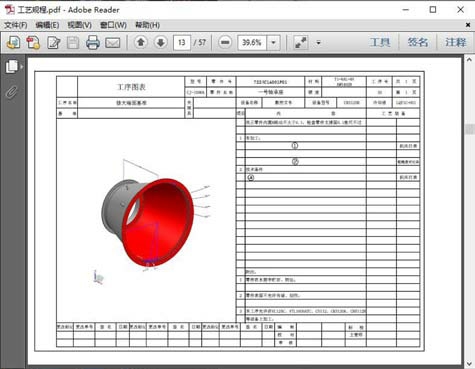
图10 3D PDF 工艺卡片
Fig.10 3D PDF process card
3 应用实例
以一种典型的航空发动机机匣零件为例,应用机匣产品三维工艺技术实现机匣产品三维数字化工艺设计。整个工艺设计过程以基于NX 二次开发的应用程序实现,调用工艺知识库进行加工推理。主要应用步骤如下。
(1)通过三维工艺设计软件对机匣三维模型进行特征识别,提取机匣模型几何信息以及非几何信息并形成加工特征集(图11)。

图11 部分机匣零件特征集
Fig.11 Model feature of casing parts
(2)通过工艺推理获得特征的加工步骤与余量,然后根据典型机匣工艺模板确定机匣零件工艺路线,自动构建三维工艺模型,典型机匣零件加工过程如图12 所示。
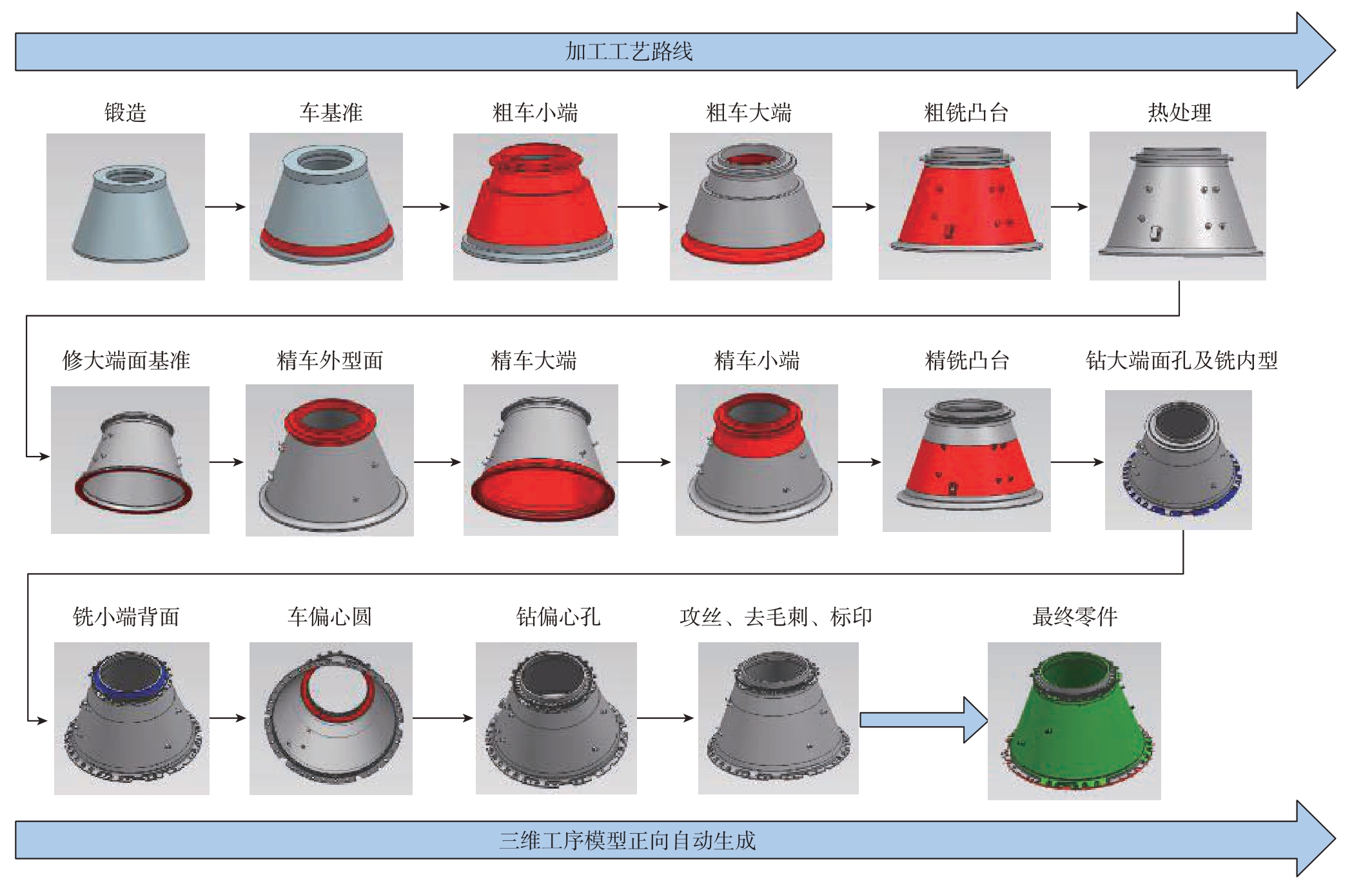
图12 典型机匣零件加工过程实例
Fig.12 Examples of machining process of typical casing parts
(3)添加一些工艺参数以及中间模型的加工尺寸公差要求从而完成工艺规划过程,并输出3D 工艺卡片形成零件的加工工艺规程。
通过三维工艺设计在典型机匣产品的应用验证,较传统的二维工艺卡片设计模式效率提升了20%以上,为三维工艺在机匣产品的应用推广打下了坚实的基础。
4 结论
基于MBD 的三维数字化工艺在机匣产品中的应用,以机匣产品为核心,基于MBD 模型进行制造特征识别,结合特征参数与加工方法实现工艺的智能推理与规范化设计,自动生成工序模型,达到工艺高质量和高效率的快速设计。
参考文献
[1]石雷, 谢新春, 王勃, 等. 基于MBD 项目三维工艺技术应用研究[J]. 航空标准化与质量, 2020(1): 20–22, 38.
SHI Lei, XIE Xinchun, WANG Bo, et al. Research on application of 3D technology based on MBD project[J]. Aeronautic Standardization &Quality, 2020(1): 20–22, 38.
[2]巩玉强. 基于数字模型的工艺设计与应用[J]. 航空制造技术, 2020, 63(8): 26–35.
GONG Yuqiang. Process design and application based on digital model[J]. Aeronautical Manufacturing Technology, 2020, 63(8): 26–35.
[3]余志强, 陈嵩, 孙炜, 等. 基于MBD 的三维数模在飞机制造过程中的应用[J]. 航空制造技术, 2009, 52(23/24): 82–85.
YU Zhiqiang, CHEN Song, SUN Wei, et al. Application of MBD–based three–dimensional module in aircraft manufacturing[J].Aeronautical Manufacturing Technology, 2009, 52(23/24): 82–85.
[4]焉嵩, 路骐安, 胡志强, 等. 航天产品三维数字化工艺设计模式探索[J]. 航天制造技术, 2019(3): 64–67.
YAN Song, LU Qian, HU Zhiqiang, et al. Mode exploration of 3D digital process planning for aerospace products[J]. Aerospace Manufacturing Technology, 2019(3): 64–67.
[5]沈进, 李长春. 基于UG/WAVE 的产品参数化建模技术[J].中国制造业信息化, 2008, 37(13): 27–29.
SHEN Jin, LI Changchun. The parameter modeling technology of products based on UG/WAVE[J]. Manufacture Information Engineering of China, 2008, 37(13): 27–29.
[6]张贺,邵晓东,仇原鹰, 等. 基于体分解的轴类零件工序模型自动生成方法[J/OL].计算机集成制造统, [2021–04–21].http://opac.lzlib.org.cn:8080/interlibSSO/goto/4/+jmr9bmjh9mds/kcms/detail/11.5946.TP.20201202.1721.009.html.
ZHANG He, SHAO Xiaodong, QIU Yuanying, et al. Automatic generation method of shaft parts process model based on volume decomposition[J/OL]. Computer Integrated Manufacturing System, [2021–04–21].http://opac.lzlib.org.cn:8080/interlibSSO/goto/4/+jmr9bmjh9mds/kcms/detail/11.5946.TP.20201202.1721.009.html.
[7]林静. 航空发动机机匣构件机械加工工艺优化[J]. 科技创新与应用, 2017(2):164.
LIN Jing. Optimization of mechanical processing technology of aero–engine casing components[J]. Technology Innovation A, 2017(2):164.
[8]徐吉存. 航空发动机机匣加工工艺研讨[J]. 世界制造技术与装备市场, 2018(3): 63–65.
XU Jicun. Process discussion about aviation engine casing processing[J]. World Manufacturing Engineering & Market, 2018(3):63–65.
[9]葛永成. 高温合金机匣电解加工技术基础研究[D]. 南京:南京航空航天大学, 2018.
GE Yongcheng. Basic research on electrochemical machining for superalloy casing[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2018.
[10]张志革, 王敏丰. 航空发动机机匣机械加工过程中变形因素分析及变形控制[J]. 中国设备工程, 2020(15): 214–215.
ZHANG Zhige, WANG Minfeng. Deformation factors analysis and deformation control during machining process of aero engine casing [J].China Plant Engineering, 2020(15): 214–215.
来源:《航空制造技术》2023年 第66卷 第4期 。








- 扫码关注开目 -





